
电 话:13583285825
手 机:18766208588
邮 箱:qdjingmimuju@163.com
地 址:青岛市城阳区锦盛三路81号
压铸模具总装的技术要求
A,压铸模具组装图应注明技术要求
①压铸模具的外观尺寸(长度)×宽×高)。
②选择压铸机型号。
④开模行程。
③选择压力室内径、压力或喷嘴直径。
⑤启动机构启动行程。
⑥铸件浇筑系统及主要尺寸。
⑦压铸模具附件的规格、数量和工作程序。
⑧机构的行动过程。
⑨压铸合金材料。
⑩冷却系统在液压系统进出口标注。
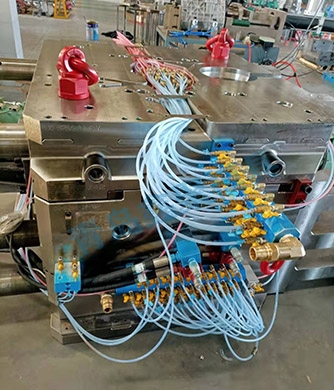
B,压铸模具整体装配精度的技术要求;
导柱,导套对齐,动模座板安装面垂直度;
在分型面上,动模镶块的平面应与动模套板齐平,允许略高,但高出量为0.05~0.10mm范围内;
推杆和复位杆应与分型面平齐,推杆允许突出分型面,但不大于O.1mm。复位杆允许低于分型面,但不大于0.05mm。推杆固定板内的推杆应灵活旋转,但轴向间隙不大于0.10mm;
模具的活动部件定位,动作可靠,不得歪斜或卡住。不允许在相对固定的部件之间移动;
浇筑道路的接缝应连接光滑,接缝应紧密,未注入模具的坡度不得小于5°,表面粗糙度Ra不大于0.4μ;
滑块运动要平稳,合模后压滑块和楔块,接触面积不小于3/4,开模后定位可靠;
合模后,分型面应紧密贴合,局部间隙不大于O.05mm(排气槽除外);
冷却水道和温控油道应畅通,无渗漏,进出口应有明显标记;
成型表面的粗糙度R。不大于0.4mm,划痕和微裂纹不得损坏表面。
13583285825



